содержание .. 60 61 62 63 64 65 66 67 68 69 70 ..
27.
Условия взаимозаменяемости деталей в деревообрабатывающем производстве
В современном деревообрабатывающем производстве требуются детали и
сборочные единицы такой точности, чтобы их можно было собирать в изделия
без подгонки, обеспечивая при этом высокую прочность изделий, их
взаимозаменяемость. Взаимозаменяемость способствует эффективности сборки
и ее автоматизации.
Принцип взаимозаменяемости решается, если созданы соответствующие
нормативная и материальная базы. К нормативной базе относится вся
нормирующая документация: ГОСТы, чертежи, технические условия,
инструкции. Основные нормативные документы — ГОСТ 6449—82 «Изделия из
древесины и древесных материалов. Допуски и посадки» и ГОСТ 7016—82
«Шероховатость поверхности древесины». ГОСТ 6449—82 непосредственно
связан с СТ СЭВ 145—75, который регламентирует: взаимозаменяемость
деталей, представляющих объект международной специализации и
кооперирования; унификацию и стандартизацию изделий и технологической
оснастки в рамках СЭВ и выполнение совместных проектно-конструкторских
работ. К материальной базе относятся деревообрабатывающие станки,
приспособления и шаблоны, которые соответствуют необходимой точности
обработки.
При сопряжении двух деталей, входящих одна в другую, различают внешнюю,
охватывающую, и внутреннюю, охватываемую, поверхности. Охватывающую
поверхность называют отверстием (гнездом или проушиной), а охватываемую
— валом (шипом). Размером называется числовое значение линейной величины
(диаметр, длина и т.д.) в выбранных единицах измерения. Действительным
размером называется размер, установленный измерением с допустимой
погрешностью. Предельные размеры — это два предельно допустимых размера,
между которыми должен находиться или которым может быть равен
действительный размер. Номинальный размер — это размер, относительно
которого определяются предельные размеры, служащий также началом отсчета
отклонений (нулевая линия) (рис. 122).
Отклонением называется алгебраическая (с учетом знака) разность между
действительным (предельным и т. д.) и соответствующим номинальным
размерами. Различают действительное отклонение (разность между
действительным и номинальным размерами), верхнее отклонение (между
наибольшим предельным и номинальным размерами), нижиее отклонение
(между наименьшим предельным и номинальным
размерами). Верхнее и нижнее отклонения имеют общее название—предельные
отклонения. Вал, верхнее отклонение которого равно нулю, называется
основным отверстием.
Допуском называется разность между наибольшим и наименьшим предельным
размерами или абсолютная величина алгебраической разности между верхним
и нижним отклонениями. Полем допуска называется поле, ограниченное
верхним и нижним отклонениями. Поле допуска определяется величиной
допуска и его положением относительно номинального размера. Для
определения положения поля допуска относительно нулевой линии
(соответствующей номинальному размеру при графическом изображении
допусков и посадок) используется одно из двух отклонений (верхнее или
нижнее), ближайшее к нулевой линии. Это отклонение является основным.
Квалитет — это совокупность допусков, соответствующих одинаковой степени
точности для всех номинальных размеров.
Если две соединяемые между собой детали должны быть в изделии
подвижными, то между валом и отверстием необходим зазор. Зазором
называется разность размеров отверстия и вала, если размер отверстия
больше размера вала. При неподвижном соединении между деталями должен
быть натяг — разность размеров вала и отверстия до сборки, если размер
вала больше размера отверстия. Характер соединения деталей, определяемый
величиной получающихся в нем зазоров или натягов, называется посадкой.
Посадки, в которых различные зазоры и натяги получаются соединением
различных валов с основным отверстием, называются посадками в системе
отверстия.
ГОСТ 6449.1—82 «Изделия из древесины и древесных материалов. Поля
допусков для линейных размеров и посадки» распространяется на изделия с
номинальными размерами от 1 до
10000 мм и устанавливает поля допусков составных частей этих изделий в соединениях друг с другом, с металлическими и пластмассовыми составными частями, а также для несопрягаемых размеров. Установлены девять квалитетов: 10, 11, ..., 18 (в порядке возрастания допусков, т. е. в порядке уменьшения точности), допуски по которым обозначаются соответственно 1Т10, 1Т11, ..., 1Т18. Численные значения допусков для всех девяти квалитетов приводятся в справочном приложении к указанному стандарту.
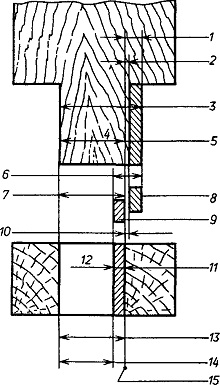
Рис. 122. Схема расположения полей допусков
сопрягаемых деталей при посадке с натягом:
1, 2 — соответственно верхнее и нижнее отклонения шипа; 3, 5 —
наибольший и наименьший предельные размеры шипа; 4 — шип; 6, 10 —
наибольший и наименьший натяги; 7 — номинальный размер соединения; 8, 9
— поля допуска соответственно шипа и проушины,; 11 — верхнее отклонение
проушин; 12, 13, 14 — предельные наибольший и наименьший размеры
проушины; 15 — нулевая линия
Стандарт предусматривает два основных отклонения
отверстий (Н, Is) и 21 основное отклонение валов (ay, az, а, Ь, с, cd, d,
е, h, js, k, r, t, v, у, z, za, zb, zc, zd, ze). Основное отклонение у
отверстий Н во всех случаях равно нулю. Оно используется при образовании
посадок в системе отверстия. Предельные отклонения отверстий Is
симметричны и равны половине допуска соответствующего квалитета, т. е.
+1Т/2. Численные значения основных отклонений валов (приводятся в
справочных приложениях к стандарту) установлены только по интервалам
номинальных размеров и не зависят от номера квалитета.
Обозначение поля допуска состоит из обозначения основного отклонения и
номера соответствующего квалитета. Например, Н13 — поле допуска
отверстия, образованное сочетанием основного отклонения Н и допуска по
13-му квалитету; 612 — поле допуска вала, образованное сочетанием
основного отклонения вала b и допуска по 12-му квалитету.
Посадки не стандартизованы и не имеют наименований, назначаются только в
системе отверстия путем сочетания полей допусков валов и основных
отверстий (с основным отклонением Н). В обозначение посадки входит
номинальный размер, общий для обоих составных элементов (вала и
отверстия), за которым следует обозначение поля допуска для каждого
элемента, начиная с отверстия. Пример: 12Н13/—13. По таблицам ГОСТ
6449.1—82 для данной посадки отклонения для проушины + 0,18 мм, для шипа
+0,22 мм и вероятностный предельный натяг +0,19 мм.
Допуски углов призматических деталей с длиной меньшей стороны угла до
2500 мм установлены ГОСТ 6449.2—82. Допуском угла называют разность
между наибольшим и наименьшим предельными углами. Допуски углов
назначают в зависимости от номинальной длины меньшей стороны угла.
Стандартом установлено семь степеней точности углов: 11, 12, ..., 17 с
обозначениями допусков соответственно ATI 1; АТ12, ..., АТ17.
Степени точности 11-я и 12-я рекомендуется применять для сопрягаемых
углов в деталях повышенной точности (чертежные инструменты, мебель и т.
п.). Для несопрягаемых углов в деталях пониженной точности (ограждающие
конструкции домов и т. п.) используют 16-ю и 17-ю степени точности.
В массовом производстве изделий из древесины имеет
значение форма деталей и расположение поверхностей, допуски которых
установлены ГОСТ 6449.3—82. Различают допуски формы (прямолинейности,
плоскостности, цилиндричности, заданного профиля) и допуски расположения
поверхностей (параллельности, перпендикулярности, наклона, соосности,
симметричности.
Стандарт ограничивает суммарные погрешности формы и расположения
поверхностей деталей, включающие величину изменения этих погрешностей
при колебаниях влажности материалов в допускаемых пределах. Допуски
расположения осей отверстий для крепежных деталей регламентированы ГОСТ
6449.4—82. Допуски выбирают в зависимости от вида и схемы расположения
отверстий на сопрягаемых деталях.
Для несопрягаемых размеров, когда нет необходимости в допусках и
посадках, неуказанные предельные отклонения и допуски назначают по ГОСТ
6449.5—82, который устанавливает четыре класса точности: точный,
средний, грубый, очень грубый. Численные значения неуказанных допусков
приведены в справочном приложении к стандарту.
содержание .. 60 61 62 63 64 65 66 67 68 69 70 ..