содержание .. 30 31 32 33 34 35 36 37 38 39 40 ..
20.
Продольное фрезерование на четырехсторонних
станках
Для придания деталям правильной формы на современных
деревообрабатывающих предприятиях применяют четырехсторонние
продольно-фрезерные станки (рис. 69), на которых доски
и бруски обрабатывают одновременно с четырех сторон
по заданным размерам и профилю. На этих станках установлено по четыре и
больше шпинделей, в которых можно закреплять ножевые головки, фрезы или
пилы. В зависимости от профиля применяемого режущего инструмента
получают детали различных размеров и сечений.
Новые модели станков имеют дополнительный поворотный шпиндель, на
котором в горизонтальном и вертикальном положениях закрепляют пилу для
раскроя обработанной детали. Шпиндели станков приводятся во вращение от
электродвигателя через ременную передачу, а в отдельных моделях ножевые
головки насаживают непосредственно на вал электродвигателя. Во всех
моделях четырехсторонних продольно-фрезерных станков подача механическая
— вальцовая (С16-4А, С26-2) или вальцово-гусеничная (С 10-2, С16-5П). На
станках с бесступенчатым приводом подачи (С10-2, С16-4А, С16-5П) можно
использовать наиболее рациональные режимы работы.
Четырехсторонние продольно-фрезерные станки (рис. 70) по конструкции
аналогичны. Они отличаются только размерами, порядком размещения рабочих
органов и мощностью электродвигателей (рис. 71). Начат серийный выпуск
станков С10-3, С25-1 А, С25-2А, С26-2М, С25-3.
Станок С16-5П состоит из чугунной станины, собранной из отдельных
секций, которые скреплены между собой болтами. На станине закреплены
стальные столы: на столах — направляющие линейки. Станок имеет пять
шпинделей, размещенных
по ходу материала в такой последовательности:
первый (передний) нижний горизонтальный фрезерует базовую сторону; два
вертикальных сдвинуты по ходу материала и фрезеруют кромки; верхний
горизонтальный фрезерует заготовку сверху и доводит ее до заданной
толщины; пятый — универсальный, он может быть установлен снизу или
сверху обрабатываемой заготовки, горизонтально или вертикально. На него
можно закреплять ножевые головки или пилы.
Все шпиндели станка одновременно являются и валами электродвигателей,
которые рассчитаны на работу от тока повышенной частоты.
Электродвигатель пятого, дополнительного, шпинделя может работать как
при стандартной частоте тока (если на нем закреплен пильный диск), так и
повышенной. Электродвигатели шпинделей закреплены на суппортах, и могут
перемещаться при настройке в горизонтальном и вертикальном направлениях.
Левый вертикальный шпиндель можно устанавливать под углом к
обрабатываемой поверхности для фрезерования глубоких профилей.
Заготовки подаются в станок вальцово-гусеничным механизмом с
бесступенчатым вариатором, который позволяет менять скорость подачи от 7
до 43 м/мин. Гусеница механизма подачи смонтирована в переднем столе. Ее
положение относительно нижнего горизонтального шпинделя можно менять в
соответствии с толщиной слоя, снимаемого с нижней пласти заготовки.
Кнопочная система управления обеспечивает четкость и безопасность работы
станка.
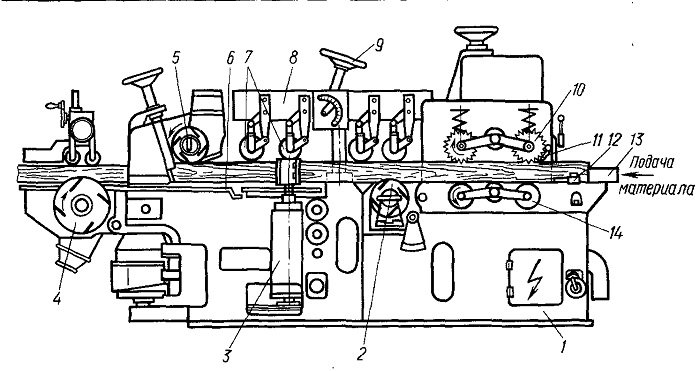
Рис. 69. Четырехсторонний продольно-фрезерный
станок С26-2М:
1-станина; 2 — нижний шпиндель; 3— левый шпиндель; 4—калевочный суппорт;
5 — верхний шпиндель; 6 — стол,; 7 — прижимные ролики; 8 — суппорт
прижима; 9 — маховичок; 10, 14— вальцы,; 11 — когтевая защита; 12 —
боковой прижим; 13 — направляющая линейка

Рис. 70. Схема четырехстороннего
продольно-фрезерного станка:
1 — задняя часть стола; 2 — задний прижим,; 3 — верхний горизонтальный
ножевой вал; 4—передний подпор; 5, 7 — фрезы; 6 — верхний прижим; 8 —
роликовый прижим; 9 —верхние рифленые вальцы; 10 — заготовка; 11 —
передняя часть стола; 12— нижние гладкие вальцы; 13 — направляющая
линейка; 14, 16 — боковые зажимы; 15 — нижний ножевой вал; 17 — прижим;
18 — левая направляющая линейка

Рис. 71. Четырехсторонний продольно-фрезерный
станок С16-4А:
1 — винт горизонтального перемещения верхнего суппорта; 2 — маховичок
вертикального перемещения верхнего суппорта; 3 — винт настройки по
высоте задних прижимных роликов; 4—гайки регулирования усилия прижима
роликов; 5 — винт настройки по высоте передних прижимных роликов; 6 —
рукоятка настройки нижних подающих вальцов; 7 — маховичок настройки
верхних подающих вальцов; 8 —1 рукоятка подъема когтевой защиты; 9 —
винт регулирования скорости подачи; 10— винт постройки по высоте нижнего
суппорта; 11, 12— винты горизонтальной настройки соответственно правого
и левого суппортов
содержание .. 30 31 32 33 34 35 36 37 38 39 40 ..