содержание .. 50 51 52 53 54 55 56 57 58 59 60 ..
6.3.3. Особенности технологии в зависимости от
модельных изменений женских пальто
Выполнение складок. Складки могут выполняться в соответствии с моделью
изделия на разных деталях: спинке, полочках, кокетках, рукавах, карманах
и других деталях. Складки могут быть обработаны как на цельной детали
(рис. 6.3, а, б), так и при соединении двух и более ее частей (рис. 6.3,
в, г).

Складки в зависимости от конструкции стачивают или настрачивают с
помощью линеек и лапок со специальными направителями, с помощью шаблонов
по надсечкам или намеченным линиям.
При выполнении стачных складок деталь перегибают по линии внутреннего
сгиба, сметывают или стачивают без предварительного сметывания по линии
наружного сгиба складки.
В складках, стачиваемых с изнаночной стороны детали, в конце складок
прокладывают строчку поперек припуска на их обработку. В односторонних
складках ее прокладывают одновременно со стачиванием, в двухсторонних
(встречных, байтовых) — после стачивания и приутюживания складки.
После стачивания односторонние складки расправляют, отгибая припуск
складки .в сторону (по модели),
и заутюживают. Байтовые и встречные складки
разутюживают, располагая швы стачивания посередине припуска на складку.
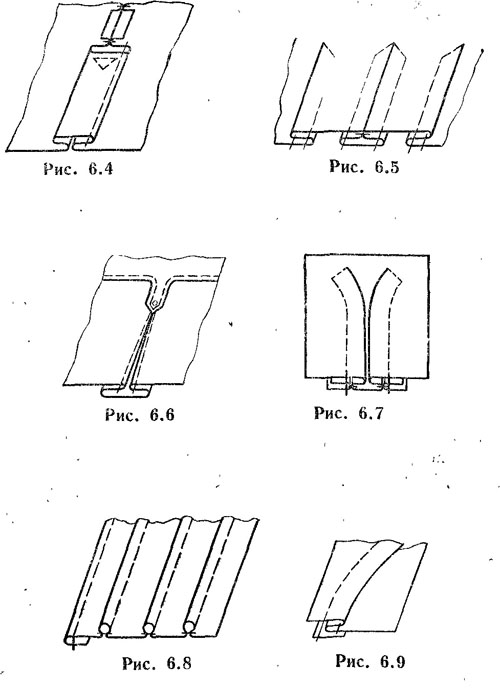
Для закрепления припуска на встречную складку от смещения во время носки
изделия по одной из его сторон прокладывают строчку с изнаночной стороны
изделия на расстоянии 1—2 мм от сгиба складки (рис. 6.4). В зависимости
от модели сгибы складок могут быть настрочены (рис. 6.5) или застрочены
(рис. 6.6). Строчки прокладывают с лицевой стороны с помощью линейки,
лапки с направителем или по намеченным линиям. Расстояние от строчки до
сгиба складки определяется моделью.
При выполнении иастрочных фигурных (сложных) складок линии их наружных и
внутренних сгибов намечают по лекалам (рис. 6.7). Затем с изнаночной
стороны детали подкладывают полоску основного материала или ватина и
притачивают ее, прокладывая строчку с лицевой стороны по намеченной
линии внутреннего сгиба складки. Строчка должна проходить посередине
подложенной полоски. Затем шов притачивания полоски разутюживают,
складки заутюживают и настрачивают с лицевой стороны по намеченным
линиям. Сложные складки перед заутюживанием стачивают или сметывают (по
модели) по линии наружного сгиба, намеченной с изнаночной стороны
изделия.
Выполнение рельефных швов. Отделочные
рельефные швы обрабатывают на стачивающей или специальной машине с
полосками материала, подложенными с изнаночной стороны детали, со
шнуром, с кантом. В зависимости от способа выполнения они могут быть
застрочные (рис. 6.8) и настрочные (рис. 6.9).
При выполнении за строчных рельефов детали перегибают по намеченной
линии сгиба изнаночной или лицевой стороной внутрь (по модели) и
застрачивают рельефы, прокладывая строчку на расстоянии 2—5 мм от сгиба.
При выполнении настрочных рельефных швов основную деталь перегибают по
намеченной линии лицевой стороной внутрь и застрачивают на расстоянии
2—3 мм от сгиба. Шов затем заутюживают и настрачивают с помощью лапки с
направителем или по намеченным линиям. Настрочные рельефные швы могут
быть выполнены с подкладыванием с изнаночной стороны полоски материала.
При выполнении рельефных швов со шнуром (рис. 6.10) с изнаночной стороны
подкладывают полоску материала
и прокладывают строчку с лицевой стороны по
намеченной линии. Между основной деталью и полоской материала вкладывают
шнур и прокладывают вторую строчку, плотно огибая его основной деталью.
Рельефные швы со шнуром выполняют с помощью специального приспособления.
При выполнении рельефных швов с кантом (рис. 6.11) в качестве канта
используют полоску материала, выкроенную по уточной нити или под углом
45° к нитям основы. Ширина канта определяется моделью. Выполняют такие
швы с помощью специального приспособления, подавая полоску для канта из
рулона.
Отделочные строчки. Эти строчки выполняют по краям деталей, посередине,
вдоль швов и т. п. При выполнении отделочных строчек под них
подкладывают с изнаночной стороны полоски материала.
В деталях с острыми углами отделочную строчку следует выполнять на
расстоянии от края, равном или кратном длине стежка. При несоблюдении
этих условий наблюдается изменение длины стежков на поворотах и в углах
деталей. При выполнении параллельных отделочных строчек машина может
быть оснащена двумя или несколькими откидными линейками.