содержание .. 140 141 142 143 144 145 146 147 148 149 ..
4.2.3.2. ОБРАБОТКА
ОТДЕЛЬНЫХ ДЕТАЛЕН И УЗЛОВ МУЖСКОГО ПАЛЬТО
Сборка деталей узлов мужского пальто
Если организацией производства предусмотрена
возможность посезонного изготовления на одном потоке пальто и пиджаков,
может быть принята схема монтажа, особенностью которой является
соединение подкладки с подбортами и с верхним воротником до монтажа
изделия. Сначала подборта соединяются с верхним воротником. Затем их
соединяют с подкладкой в два приема: правый под-борт притачивают к
подкладке от верхней надсечки до низа, затем левый подборт соединяют с
подкладкой снизу вверх. Далее подкладку соединяют с верхним воротником и
правым подбортом до надсечки. Операция выполняется на машине
двухииточного цепного стежка с верхним и нижним механизмами перемещения
материала (см. поз. 17, табл. 4.3).
При приутюживании шва притачивания подкладки к подбортам и к верхнему
воротнику одновременно по шву прокладывается клеевая паутинка для
последующего прикрепления шва притачивания подкладки к подбортам и
воротнику.
Боковые срезы (рис. 4.53) стачиваются сверху вниз (от проймы) на машине
двухниточного цепного стежка с верхним и нижним механизмами перемещения
материала (см. поз. 17, табл. 4.3). Операция выполняется с одним
перехватом. При выполнении операции используется направитель с
разделительной пластиной и пневматическим устройством для ее ввода и
вывода из рабочей зоны. Прессование боковых швов и среднего шва спинки
производят на прессе фирмы «Тест» (см. поз. 35, табл. 4.3).
Линия подгибки (рис. 4.54) изделия выдавливается на прессе, нижняя
подушка которого имеет паз, а верхняя — выступающий бортик. Для этой
цели используют пресс фирмы «Тест» с программным управлением, оснащенный
специальными подушками (см. поз. 34, табл. 4.3). Уточнение линии низа
изделия, как и линии низа рукавов, не производят, так как качество
деталей гарантируют точный крой, современные методы обработки и
оборудование. Перед прессованием но линии подгибки низа с помощью
вакуум-отсоса фиксируется клеевая паутинка, которая закрепляется при
прессовании. Контур линии подгибки низа постоянный.
Стачивание плечевых срезов изделия производят на машине челночного
стежка с нижним я верхним механизмами перемещения материала (см. поз. 4,
табл. 4.3), выполняя его со стороны спинки. В начале и в конце стачивают
срезы без посадки, в средней части посаживают спинку. Разутюживание
плечевых швов производят паровым утюгом с закреплением припуска шва по
пройме кусочком клеевой ткани.
Утлы лацканов начинают обтачивать с уступа левого лацкана за два приема:
сначала со стороны подборта обтачивают часть уступа на расстоянии 1,5—2
см от надсечки на уступе лацкана, далее втачивают нижний воротник по
линии раскепа со стороны нижнего воротника на расстоянии 2 см от
надсечки уступа лацкана.
После этого обтачивают угол лацкана, начиная строчку обтачивания ниже
угла лацкана на 2,5—3 см и заканчивая на уровне первой строчки. При
обтачивании в углу лацкана образуют посадку из подборта.
Угол правого лацкана обтачивают за один прием, начиная с втачивания
нижнего воротника по линии раскепа. Шов обтачивания угла лацкана
надсекают по уступу со стороны полочки и разутюживают.
Нижний воротник настрачивают на горловину зигзагообразной строчкой.
Затем производят временное скрепление бортов с подбортами металлическими
скрепками, устанавливаемыми с помощью пневматического или механического
инструмента. При этом создают посадку подборта в области надсечки в
точке перегиба лацкана. Операцию выполняют со стороны подборта.
Обтачивание бортов производят со стороны полочек, начиная от уступа
левого лацкана на машине челночного стежка с нижним и верхним
механизмами перемещения материала, механизмом ножа и устройством для
ступенчатой обрезки припуска на шов при обработке бортов изделий в
чистый край (см. поз. 5, табл. 4.3). Величина припуска на шов полочки 6
мм, подборта 8 мм. В изделиях с отделочной строчкой ступенчатая обрезка
не производится и величина припуска на шов составляет по 6 мм. Шов
обтачивания бортов не разутюживают.
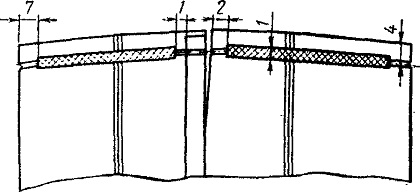
4.54. Выдавливание линии подгибки низа изделия
Перед соединением подкладки с низом изделия ее
уточняют по длине. Точность размеров подкладки по ширине обеспечивается
за счет точности кроя. Подкладку с низом изделия соединяют на
стачивающей машине челночного стежка в несколько приемов: от угла
правого борта до среза шлицы — по подкладке, от угла левого борта до
бокового шва — со стороны основной детали, по левой части шлицы — со
стороны подкладки сверху вниз, по правой части шлицы — по основной
детали сверху до среза низа спинки и от угла левой части шлицы до
бокового шва.
На лицевую сторону изделие вывертывают через пройму. Борта и лацканы
выметывают на машине однониточного цепного стежка. Машина оснащена
рифлеными подвижными в продольном направлении роликами для выправления
края деталей и образования канта (см. поз. 23, табл. 4.3). Выметывание
производят за два приема. На участке лацкана кант образуют из подборта,
на участке борта — из полочки, одновременно выметывая правую часть шлицы
и заметывая низ изделия.
Рукава верха в проймы втачивают на машине челночного стежка с нижним и
верхним механизмами перемещения материала, платформой рукавного типа.
Операцию выполняют со стороны рукава, совмещая все надсечки и начиная
втачивание всегда от переднего шва рукава.
Плечевую накладку пришивают к шву втачивания рукава, совмещая середину
плечевой накладки с плечевым швом, одновременно подкладывая под строчку
держатель (полоску ткани).
Разметывание проймы производят только в ее нижней части от локтевого до
переднего шва рукава со стороны подкладки изделия на машине челночного
стежка с нижним и игольным механизмами перемещения материала (см. поз.
20, табл. 4.3) и платформой рукавного типа.
На этой же машине втачивают рукава подкладки в пройму. Операцию
выполняют со стороны подкладки за два приема: в нижней части подкладку
рукава втачивают, захватывая припуски на шов втачивания рукава верха в
пройму изделия швом ширййой 8 мм, начиная один рукав от переднего шва,
другой — от локтевого. В области оката подкладку рукава втачивают в
пройму подкладки через отверстие в переднем шве рукава. Отверстие в
переднем шве рукава застрачивают на стачивающей машине (см. поз. 1,
табл. 4.3).
Подгибка низа прикрепляется к изделию по боковым швам на пуговичном
полуавтомате (см. поз. 22, табл. 4.3). Скрепка
выполняется за шесть уколов иглы, длина ее 3 мм. Изделие во время выполнения операции находится в подвешенном виде.
содержание .. 140 141 142 143 144 145 146 147 148 149 ..