содержание .. 20 21 22 23 24 25 26 27 28 29 30 ..
3.2. Машина 1401/2-22+3 кл. ОАО «Орша»
Машина 1401/2-22+3 кл. (рис. 3.3) предназначена для выполнения стачивающих операций двухниточным цепным стежком двумя параллельными строчками при изготовлении изделий из тканей средней толщины (хлопчатобумажных, шерстяных, платьевых и костюмных как натуральных, так и в смеси с химическими волокнами). Машина создана на базе машин КУР 131 ОАО «Орша» (класс 131-21+3) и имеет дифференциальный механизм перемещения материала.
В данной главе регулировки в механизме перемещения материала не рассматриваются.

Заправка верхних и нижних ниток. Игольные нитки 16 (рис. 3.4) и 17 от стойки с бобинами поступают к нитенаправителям 15 и 14, от которых заправляются в регуляторы 13 и 2 натяжения нитки, далее в регулируемые нитенаправи- тели 12 и 3, колеблющийся нитеподатчик 4 и в нитеподатчик 10, закрепленный на игловодите- ле. Нитки проводятся через зажим 9, через ните- направитель 8 на игловодителе и в ушки игл 7 и
9 Для подачи игольных ниток на стойке и в рукаве машины ниже крайнего верхнего положения нитеподатчика 10 установлен двухрожковый нитенаправитель 11, который подтягивает игольные нитки при ходе нитеподатчика 10 к крайнему нижнему положению.

Для заправки ниток петлителей нужно снять выдвижную и игольную пластины. Нитки 18 ж 19 петлителей от стойки с бобиной проводят через нитенаправители 20 и 21 и регуляторы натяжения 22 и 23, далее продевают в трубчатые вертикальные направители 24 и 25 и горизонтальный пластинчатый направитель 26. Пройдя через дополнительный регулятор натяжения 27, нитенаправители 28 и 30, над нитеподатчиком 29 и от ни- тенаправителя-трубки 31, нитки вдеваются в глазки петлителей 1 я 6. Заправка ниток 18 и 19 в трубчатые нитенаправители 24 и 25 выполняется с помощью проволочного направителя, а в направители, расположенные под платформой машины, и в петлители 1 и 6 — с помощью пинцета.
После заправки следует оставить свободные концы ниток длиной 50...60 мм и заправить их под лапку в направлении от себя.
Нужное натяжение игольных ниток обеспечивается регуляторами 13 ж 2, а ниток петлителей — регуляторами 22 и 23.
Натяжение игольных ниток регулируется перемещением нитенаправителей 3 и 12. Натяжение с помощью нитенаправителей устанавливается в процессе настройки машины при замене игл и ниток, а также материалов.
Регулировки в механизме иглы. Высота иглы 2 (рис. 3.5) относительно носика петлителя 1 регулируется перемещением игловодителя 4 после ослабления винта 5 так, чтобы при подъеме иглы 2 из крайнего нижнего положения на 3...4 мм носик петлителя 1, подойдя к игле, расположился выше ушка иглы на 1... 1,5 мм.
В крайнем нижнем положении игла 2 должна только слегка касаться отражателя 3 игольной петли.
Настройку механизма иглы с использованием калибров производят следующим образом: снимают прижимную лапку и игольную пластину; вместо игольной пластины устанавливают калибр 12 с двумя отверстиями в местах прохождения игл; в иглодержатель 10 устанавливают калибры 77; ослабляют винты 6, 7 и винт 9 крепления рамки 8; закрепляют винты 5, 6и 9; повернув маховик, выводят калибры 77 из отверстий калибра 12; снимают калибры 77 и 12; устанавливают и закрепляют игольную пластину.

Регулировка нитеподатчиков. Угловое положение колеблющегося нитеподатчика 7 (рис. 3.6) игольной нитки регулируется после ослабления оттягивающего винта 2 поворотом нитеподатчика 7 на валу 3.
Регулировка положения нитеподатчика 5 игольной нитки, закрепленного на игловодителе 6, по высоте и в горизонтальной плоскости осуществляется после ослабления винта 4.
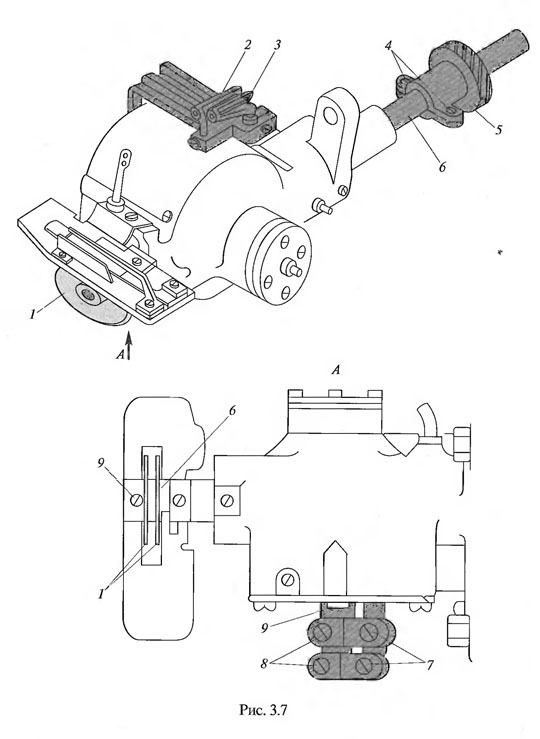
Регулировка положения нитеподатчика 7 (рис. 3.7) ниток к петлителям 2 и 3 производится после ослабления винта 9. Далее кулачок устанавливается так, чтобы прямолинейная часть его про-
филя располагалась параллельно плоскости игольной пластины.
После регулировок все винты закрепляются.

Регулировки в механизме петлителей. Своевременность подхода носиков петлителей 2 и 3 к иглам устанавливается после ослабления винтов 4 крепления шестерни 5 на валу 6 и при его повороте. Петлители должны подходить к иглам в тот момент, когда иглы сформируют игольные петли, поднявшись из крайнего нижнего положения на 3... 4 мм.
Зазоры между иглами 7 (рис. 3.8) и соответствующими петлителями 3 и 8, которые в момент захвата петель должны быть равны 0,1...0,15 мм, устанавливаются после ослабления винтов 4 и 7 крепления петлителей в державках 6 и 5. Винты 4 и 7 после окончания регулировки затягивают. При значительном отклонении петлителей от указанной ширины зазора державки смещают на валу 9 (см. рис. 3.7) после ослабления винтов 8 и 7 их крепления.
Для установки своевременности подхода носиков петлителей к иглам с помощью калибров поворачивают маховик машины, совмещая отверстие В в кривошипе 12 (см. рис. 3.8) с отверстием С в рукаве 13 машины, и «прошивают» их калибром 77. Затем, ослабив винт 14, устанавливают игловоди- тель 10, выдерживая расстояние 13 мм от торца иглодержателя 9 до поверхности игольной пластины 2, после чего винт 14 закрепляют, а калибр 77 вынимают.
После фиксации указанного положения игл, поворачивая маховик машины, переводят петлители 2 (см. рис. 3.7) и 3 в крайнее левое положение. Затем, ослабив винты 7 и 8 и перемещая державки 6 (см. рис. 3.8) и 5 с петлителями, устанавливают зазор между носиком правого петлителя 3 и лезвием правой иглы 7 равным 1,5...2 мм. Далее, ослабив винты 4 и 7, устанавливают петлители по высоте таким образом, чтобы зазор между лезвием петлителей 3 и 8 и нижней плоскостью игольной пластины 2 был равен 1 мм.

содержание .. 20 21 22 23 24 25 26 27 28 29 30 ..