содержание .. 10 11 12 13 14 15 16 17 18 19 20 ..
2.3. Машина 0-1022 МСИ кл. ОАО «Орша»
Машина 0-1022 МСИ кл. (рис. 2.32) создана на базе машины 1022 М кл. и отличается от нее наличием автоматизированного электропривода, обеспечивающего пуск, регулировку скорости, автоматический останов иглы в верхнем или нижнем положении, управление электромагнитами механизма обрезки ниток, освобождения нитки и подъема лапки. В связи с тем что машина оснащена автоматизированным приводом, при износе или замене деталей необходима настройка механизмов машины.


Для этого на шкив машины 1 (рис. 2.33) нанесены
метки, расположение которых рядом с меткой 0, нанесенной на ограждение
4, определяет характерные точки работы и установки механизмов.
Цифрой 1 обозначены две метки на шкиве, определяющие нижнюю мертвую
точку иглы для отсчета настройки. Цифра 2 соответствует метке установки
петельного хода. Цифра 3 — это метка установки механизма перемещения
материала, а цифра 4 — метка установки иглы и нитепритягивателя в
заданном верхнем положении.
При наладке взаимодействия иглы и челнока метки 0 и 2 совмещают по
горизонтали, что соответствует показателям нормального петлеобразования.
При наладке механизма перемещения материала поворотом маховика 5 по
горизонтали совмещают метки 0 и 3.
Перед настройкой механизма обрезки ниток проверяют, останавливается ли
игла в верхнем заданном положении. При этом метки 0 и 4 должны
совмещаться по горизонтали после каждого срабатывания доводки иглы до
верхнего положения.
Настройка и регулировки в механизме обрезки ниток. Настройка
производится при снятых лапке, игле, игольной пластине и рейке, с иглой,
остановленной в нижнем положении, которое обеспечивается поворотом
щелевого диска 2 красного цвета датчика положения 3. При этом игла
должна остановиться выше верхней точки петельного хода так, чтобы носик
челнока надежно захватил нитку с иглы.
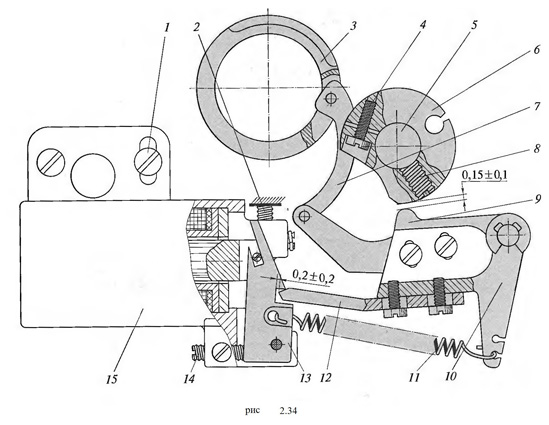
Щелевым диском 2 синего цвета устанавливается начало выключения
электромагнитов 15 (рис. 2.34) обрезки и 1 регулятора натяжения ниток 7
(рис. 2.35), которое должно осуществляться
раньше начала западания профиля 9 (см. рис. 2.34) кулачка 10 во впадину
копира 6.

Копир 6 поворачивают на валу 5 так, чтобы после каждого срабатывания
механизма обрезки ниток середина профиля 9 кулачка 10 находилась между
рисками копира 6; закрепляют копир винтом 4, а затем винтом 8.
Выступание винта 8 нал рабочей поверхностью копира не допускается.
В этом положении при ослабленной затяжке винта 1 регулировочным винтом 2
устанавливают зазор (0,15 + 0,1) мм между копиром 6 и профилем 9 кулачка
10, который при пошиве удерживается от смещения защелкой 13, пластиной
12 и пружиной 11. После этого регулировочным винтом U устанавливается
зазор между защелкой 13 и острием пластины 12, равный 0... 0,4 мм.
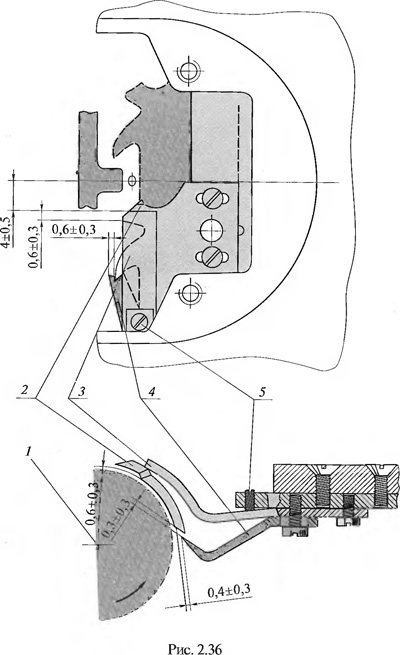
При вращении копир 6 не должен задевать тягу 7. а челнок 1 (рис. 2.36) —
подвижный нож 2 и отражатель петли 4.
Настройку ножевого устройства производят после замены одного или обоих
ножей и после каждой их заточки. После установки ножей регулируют прижим
лезвия неподвижного ножа 3 к подвижному 2 регулировочным винтом 5.
Для проверки правильности регулировки снимают пружину 11 (см. рис. 2.34)
с кулачка 10 и, повернув обойму 3 пальцем правой руки, разводят
ножи, вносят между их лезвиями нитки и, поворачивая обойму 3, сдвигают
их. При правильной регулировке и заточке ножей нитки должны легко и
чисто срезаться.
После выполнения регулировок, описанных выше, устанавливают снятые ранее
лапку, иглу, игольную пластину и рейку.
Неподвижный нож затачивают только по его торцевой поверхности,
сопряженной с его режущей кромкой. За одну заточку удаляют 0,1... 0,3 мм
металла. Режуший угол лезвия ножа должен быть равен (90 + 3)°.
Подвижный нож затачивают также по его торцевой поверхности, сопряженной
с режущей кромкой. За одну заточку удаляют также 0,1 ...0,3 мм металла.
Режущий угол лезвия подвижного ножа должен быть равен (60 ±3)°.
После каждой заточки подвижного ножа необходимо обязательно снимать
заусенцы с вершины лезвия, так как при движении подвижного ножа
челночная нитка задерживается заусенцами и ее обрезка происходит со
сбоями.
Регулировка компенсационной пружины. Для
регулировки компенсационной пружины 3 (см. рис. 2.35) относительно
нитенаправителя 4 поворачивают, ослабив винт 2, регулятор, установленный
в электромагните 1, который закреплен в отверстии рукава машины.
Электромагнит предназначен для
отключения натяжения игольной нитки в регуляторе в момент срабатывания
механизма обрезки ниток.
Для регулировки натяжения компенсационной пружины 3 необходимо снять
регулятор и, ослабив затяжку винта 6, повернуть шпильку 5 по часовой
стрелке для увеличения ее натяжения или против часовой — для уменьшения.
содержание .. 10 11 12 13 14 15 16 17 18 19 20 ..