содержание .. 10 11 12 13 14 15 16 17 18 19 20 ..
2.1. Машины конструктивно-унифицированного ряда (КУР) 31 (131) кл. ОАО «Орша»
Регулировки в механизме перемещения материала двумя нижними рейками. Высота подъема последовательно расположенных основной 1 (рис. 2.20) и дифференциальной 2 реек регулируется раздельно путем поворота коромысел 10 и //на валу подъема 9.

Изменение направления перемещения материала производится нажатием
рукоятки 6 вниз до упора, регулировка длины стежка в прямом направлении
— рукоятками 7 и 8.
Настройка механизма перемещения материалов осуществляется в следующем
порядке. Ослабив винты 2 (рис. 2.21) и 7и повернув эксцентрики 1 и 9,
устанавливают рычаги 3 (см. рис. 2.20) и 4 в верхнее положение и
«прошивают» отверстия стоек 11 (см. рис. 2.21) и 8 кал ибром 3. Затем
зажимают винты 2 и 10 эксцентриков 1 и 9 и вынимают калибр 3.

Для установки соответствия действительной длины стежка длине стежка,
указанной на пластине 5 (см. рис. 2.20), рукоятками 7и 8устанавливают
ползуны соответствующей шкалы на ноль, ослабив винты 7 (см. рис. 2.21) и
6. Поворачивая стойки 11 и 8, совмещают отверстия стоек с отверстием 5 в
платформе и «прошивают» их калибром 4. Затем зажимают винты 7 и 6 и
вынимают калибр 4.
Для точной установки рычага 1 (см. рис. 2.8) снизу в калибре 2
запрессован палец 3. Необходимо, освободив винт 6 вала перемещения,
поворачивая и перемещая коромысло 7 относительно вала перемещения 8,
установить рычаг 1 так, чтобы палец 3 вошел в переднее (дальнее от
оператора) отверстие на рычаге 1, предназначенное для крепления рейки.
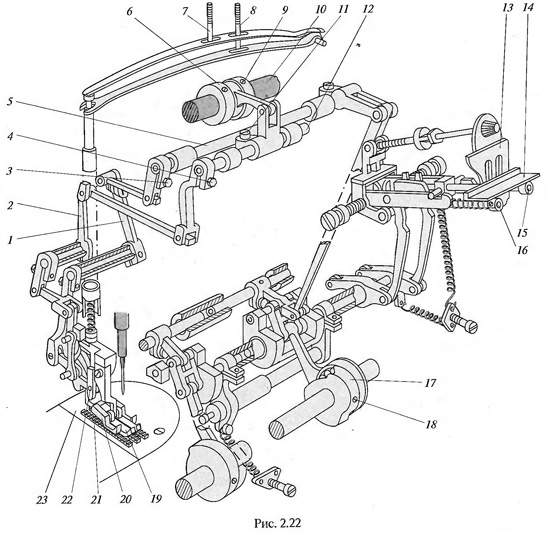
Регулировки в механизме перемещения материала нижней и верхней рейками.
Величины, на которые должны перемещаться нижняя 21 (рис. 2.22) и верхняя
20 рейки, регулируются с помощью гаек 75 и 16 и шкалы 13. Нажимом на
рукоятку 14 обеспечивается реверс.
Своевременность вертикальных перемещений верхней рейки 20 и прижимной
лапки 19 регулируется поворотом эксцентрика 6 или главного вала 10 после
ослабления винтов 9. Положение верхней рейки 20 и лапки 19 по вертикали
регулируется поворотом коромысла 1 после ослабления винта 4 или
поворотом вала 12 после ослабления винтов 11.
Положение лапки 19 по вертикали относительно верхней рейки 20
регулируется вертикальным перемещением лапки 19 вместе со стержнем 22, а
положение роликов лапки 19 относительно верхней рейки 20 в
горизонтальной плоскости — поворотом лапки 19 вместе со стержнем 22.
Своевременность перемещений верхней рейки 20 регулируется поворотом
эксцентрика 17 после ослабления винтов 18.
Положение верхней рейки 20 относительно лапки 19 в горизонтальном
направлении регулируется поворотом вала 5 после ослабления винта 3.
Регулирование подъема нижней рейки 21 и положения ее зубцов в прорезях
игольной пластины 23 аналогично описанному ранее.
Обеспечение синхронности работы механизмов верхней и нижней реек
производится следующим образом. Ослабляя винты 10 (см. рис. 2.21) и
поворачивая эксцентрик 9, добиваются одновременного начала движения
нижней 21 (см. рис. 2.22) и верхней 20 реек, после чего зажимают винты
10 (см. рис. 2.21). Поворачивая маховик машины, ставят нижнюю рейку 21
(см. рис. 2.22) в такое положение, при котором начинается ее выход из
игольной пластины 23. Ослабив винты Укрепления эксцентрика 6, опускают
лапку 19 на игольную пластину 23 и зажимают винты 9. Вращением гаек 15 и
/<5устанавливают ползуны на одном уровне, отрегулировав величину хода
рейки 20 коромыслом 1 таким образом, чтобы ход нижней 21 и верхней 20
реек был одинаковым. Рычаг 2 устанавливают так, чтобы максимальный
подъем рейки 20 над игольной пластиной был равен 1,5... 2 мм.
Регулировка усилия зажатия материала между рейками 20 и 21 в процессе
перемещения обеспечивается винтом 8, а усилие прижатия материала лапкой
19 к игольной пластине 23 — винтом 7.
содержание .. 10 11 12 13 14 15 16 17 18 19 20 ..