содержание .. 90 91 92 93 94 95 96 97 98 99 ..
4-6.
Контроль сварных соединений СОСУДОВ РАБОТАЮЩИХ ПОД ДАВЛЕНИЕМ
4-6-1. Завод-изготовитель, а также монтажные и ремонтные организации,
производящие сварку сосудов и их элементов, обязаны осуществлять
контроль сварных соединений, обеспечивающий их высокое качество и
эксплуатационную надежность. При этом объем контроля должен быть не
менее предусмотренного настоящими Правилами.
4-6-2. Все сварные соединения с толщиной стенки 6 мм и более подлежат
обязательному клеймению или иному условному обозначению, позволяющему
установить фамилию сварщика, выполнявшего сварку.
4-6-3. Система клеймения (обозначения) устанавливается производственной
инструкцией по сварке и контролю сварных соединений, она должна
предусматривать одинаковое клеймение сварных соединений изделия и
относящихся к ним контрольных сварных соединений (пластин, стыков и
др.).
4-6-4. Контроль качества сварных соединений сосудов и их элементов
должен производиться:
а) внешним осмотром и измерением;
б) ультразвуковой дефектоскопией, просвечиванием рентгеновскими или
гамма-лучами или этими методами в сочетании;
в) механическим испытанием;
г) металлографическим исследованием;
д) гидравлическим испытанием;
е) другими методами (стилоскопированием, замерами твердости, травлением,
цветной дефектоскопией и т. д.), если они предумострены техническими
условиями на изготовление данного изделия.
* 4-6-5. При сварке сосудов и их элементов из сталей аустенитного класса
должно производиться испытание сварных соединений на межкристаллитную
коррозию в соответствии с ГОСТ 6038—58*. Необходимость проведения такого
испытания определяется проектом или техническими условиями на
изготовление.
4-6-6. Контроль качества сварных соединений должен производиться после
термической обработки изделия, если последняя является обязательной.
4-6-7. Результаты контроля сварных соединений должны быть зафиксированы
в соответствующих документах (журналах, картах, формулярах и др.).
Внешний осмотр и измерения
4-6*8. Внешнему осмотру и измерениям подлежат все сварные соединения с
целью выявления в них:
а) трещин всех видов и направлений;
б) наплывов, подрезов, прожогов, незаваренных кратеров, непроваров,
пористости и других технологических дефектов;
в) излома осей соединяемых элементов;
г) смещения кромок соединяемых элементов;
д) отступлений от геометрии швов, предусмотренной чертежами (по высоте,
катету и ширине шва, по равномерности усиления и т. д.).
4-6-9. Перед внешним осмотром поверхность сварного шва и прилегающих к
нему участков основного металла шириной не менее 20 мм в обе стороны от
шва должна быть зачищена от шлака и других загрязнений.
4-6-10. Осмотр и измерения сварных соединений должны производиться с
двух сторон по всей протяженности швов в соответствии с требованиями
ГОСТ 3242—69 и ведомственных инструкций по сварке и контролю сварных
соединений. В случае невозможности осмотра внутренней поверхности
сварного соединения его осмотр следует производить только с наружной
стороны.
Ультразвуковая дефектоскопия и просвечивание
сварных соединений
4-6-11. Ультразвуковая дефектоскопия и просвечивание рентгеновскими или
гамма-лучами производятся с целью выявления в сварных соединениях
внутренних дефектов (трещин, непроваров, пор, шлаковых включений и др.).
4-6-12. Ультразвуковой контроль сварных соединений должен производиться
в соответствии с ГОСТ 14782—69 и инструкций по ультразвуковому контроля
сварных соединений, утвержденной министерством.
4-6-13. Контроль сварных соединений просвечиванием должен производиться
в соответствии с требованиями ГОСТ 7512—68 и производственных инструкций
по рентгено-гаммаграфированию.
4-6-14. Метод контроля (ультразвуковая дефектоскопия, просвечивание, оба
метода в сочетании) выбирается исходя из возможности обеспечения более
полного и точного выявления недопустимых дефектов с учетом особенностей
физических свойств металла, а также освоенности данного метода контроля
для конкретного вида сварных соединений.
*4-6-15. Объем контроля ультразвуковой дефектоскопией или просвечиванием
сварных соединений сосудов и их элементов должен быть не менее
указанного в табл. 4-6-15.
Места сопряжений (пересечений) сварных соединений подлежат обязательному
контролю просвечиванием или ультразвуковой дефектоскопией. При вварке
штуцеров и труб внутренним диаметром менее 100 мм проведение контроля
угловых и тавровых сварных соединений ультразвуком или просвечиванием не
обязательно.
4-6-16. Места ультразвукового контроля и просвечивания устанавливаются
ОТК завода-изготовителя.
4-6-17. Перед просвечиванием соответствующего участка сварные соединения
должны быть так замаркированы, чтобы их можно
было легко обнаружить на картах контроля и рентгено-
или гамма снимках.
4-6-18. Предусмотренный настоящими Правилами объем ультразвуковой
дефектоскойии и просвечивании сварных соединений может быть уменьшен по
согласованию с местными органами госгортехнадзора в случае массового
изготовления предприятием однотипных изделий при неизменном
технологическом процессе, специализации сварщиков на отдельных видах
работ и высоком качестве сварных соединений, подтвержденном результатами
контроля за период не менее одного года.
При монтаже и ремонте указанный объем контроля может быть уменьшен в
следующих случаях:
а) при невозможности осуществления контроля в полном объеме вследствие
недоступности отдельных сварных соединений (из числа подлежащих
100%-ному контролю);
б) при недоступности выполнения контроля просвечиванием по условиям
техники безопасности.
4-6-19. При выявлении недопустимых дефектов в сварных соединениях,
подвергаемых ультразвуковой дефектоскопии или просвечиванию в объеме
менее 100%, обязательному контролю тем же методом подлежат все
однотипные стыковые швы1 этого изделия, выполненные данным сварщиком, по
всей длине соединения (за исключением недоступных участков на отдельных
стыках).
Таблица 4-6-15
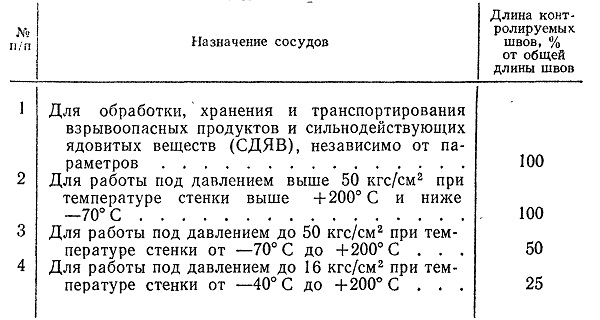
Примечание. При отсутствии сочетания параметров, при определении длины прозвучиваемых и просвечиваемых швов необходимо принимать наибольший параметр.
4-6-20. Ультразвуковая дефектоскопия и просвечивание стыковых сварных соединений по согласованию с Госгортехнадзором СССР могут быть заменены другим эффективным методом неразрушающего контроля.
Механическое испытание и металлографическое
исследование
4-6-21. Механическим испытанием должны подвергаться стыковые сварные
соединения с целью проверки соответствия их прочности и пластических
характеристик требованиям настоящих Правил и технических условий на
изготовление изделия.
Обязательные виды механических испытаний:
а) на статическое растяжение;
б) на статический изгиб или сплющивание;
в) на ударную вязкость.
Испытание на статическое растяжение не является обязательным для
кольцевых сварных соединений сосудов цилиндрической формы и для труб при
условии 100%-нога контроля этих соединений ультразвуковой дефектоскопией
или просвечиванием.
Испытание на ударную вязкость сварных соединений должно производиться
при сварке сосудов и их элементов с толщиной стенки 12 мм и более в
случаях, если:
а) сосуды предназначены для работы под давлением выше 50 кгс/см2;
б) рабочая температура стенки превышает +450° С.
в) рабочая температура стенки ниже указанной минусовой температуры в
Приложении 3.
Испытание на ударную- вязкость по пунктам'«а» и «б» должно производиться
в соответствии с ГОСТ 6996—66 или техническими условиями, а по п. «в» —
на таких же образцах при рабочих температурах.
4-6-22. Металлографическому исследованию должны подвергаться стыковые,
тавровые и угловые сварные соединения сосудов и их элементов, работающих
при температуре стенки свыше 4-450° С, и независимо от температуры
стенки при давлении свыше 50 кгс/см2, а также сосудов, изготовляемых из
легированной стали, воспринимающей закалку на воздухе или склонной к
образованию межкристаллитных трещин. Этот вид исследования обязателен,
если он предусмотрен техническими условиями.
4-6-23. Проверку механических свойств и металлографическое исследование
сварных соединений производить на образцах, изготовленных из контрольных
сварных соединений (пластин, стыков И др.).
Контрольные сварные соединения должны быть идентичны контролируемым
производственным сварным соединениям по марке стали, толщине листа или
размерам труб, форме разделки кромок, методу сварки, сварочным
материалам, положению, режимам и температуре подогрева при сварке,
выполненной в один и тот же период времени.
4-6-24. Из каждого контрольного стыкового сварного соединения должны
быть вырезаны:
а) два образца для испытания на статическое растяжение;
б) два образца для испытания на статический изгиб или сплющивание;
в) три образца для испытания на ударную вязкость;
г) образцы (шлифы) для металлографического исследования в количестве не
менее одного, а при контроле сварочных соединений элементов из
высоколегированной стали — не менее двух.
в количестве не менее одного, а при контроле сварных соединений образцы
(шлифы) вырезаются только для металлографического исследования.
4-6-26. Механические испытания на статический изгиб контрольных стыков
трубчатых элементов сосудов с условным проходом труб менее 100 мм и
толщиной стенки менее 12 мм могут быть заменены испытанием на
сплющивание.
4-6-27. При сварке контрольных пластин, предназначенных для проверки
механических свойств, а также для металлографического исследования
пластины следует прихватывать к свариваемым элементам так, чтобы шов
контрольной пластины являлся продолжением шва свариваемого изделия.
Сварка контрольных пластин для проверки соединений элементов сосудов, к
которым прихватка пластин невозможна, может производиться отдельно от
изделия, но с обязательным соблюдением всех условий сварки
контролируемых стыковых соединений.
4-6-28. При автоматической сварке сосудов на каждое изделие должна
свариваться одна контрольная пластина. При ручной сварке сосудов
несколькими сварщиками каждым из них должна быть сварена одна
контрольная пластина на каждое изделие.
В случае, когда в течение рабочей смены на автоматической сварочной
машине сваривается несколько однотипных сосудов, разрешается на каждый
вид сварки варить по одной контрольной пластине в начале и конце смены
на всю партию сосудов, сваренных в данной смене.
4-6-29. При серийном изготовлении однотипных сосудов из листового
материала в случае 100%-ного контроля стыковых сварных соединений
ультразвуковой дефектоскопией или просвечиванием допускается на каждый
вид сварки варить по одной контрольной пластине на всю партию сосудов.
При этом в одну партию могут быть объединены сосуды одного вида из
листового материала одной марки, имеющие одинаковую форму разделки
кромок, выполненные по единому технологическому процессу и подлежащие
термообработке по одному режиму, если цикл изготовления всех изделий по
сборочно-сварочным работам, термообработке и контрольным операциям не
превышает 3 месяцев.
4-6-30. Для контроля качества сварных соединений в трубчатых элементах
со Стыковыми швами одновременно со сваркой последних должны
изготовляться в тех же производственных условиях контрольные стыки для
проведения испытаний механических свойств соединений.
Число контрольных стыков должно составлять 1% от общего числа сваренных
каждым сварщиком однотипных стыков, но не менее одного стыка на каждого
сварщика.
4-6-31. Сварка контрольных соединений во всех случаях должна
осуществляться сварщиками, выполнявшими контролируемые сварные
соединения на изделиях.
4-6-32. Контрольные сварные соединения (пластины, стыки, тавровые и
угловые соединения) должны подвергаться внешнему осмотру,
ультразвуковому контролю или просвечиванию по всей длине.
Если в контрольном сварном соединении будут обнаружены
недопустимые дефекты, все производственные сварные
соединения, контролируемые данным соединением и не подвергнутые
дефектоскопии ультразвуком или просвечиванию, подлежат проверке тем же
методом неразрушающего контроля по всей длине, за исключением мест,
недоступных для контроля.
4-6-33. Размеры контрольных пластин должны быть достаточными для вырезки
из них необходимого числа образцов для всех предусмотренных видов
механических испытаний и металлографического исследования, а также для
повторных испытаний.
4-6-34. Механические испытания сварных соединений должны выполняться в
соответствии с требованиями ГОСТ 6996—66 или производственных инструкций
по сварке и контролю сварных соединений, действующих в данной отрасли
промышленности.
4-6-35. При испытании контрольных сварных соединений на статическое
растяжение временное сопротивление разрыву должно быть не менее
минимально допустимого предела для основного металла по ГОСТ или
техническим условиям на соответствующие полуфабрикаты.
4-6-36. При испытании стальных сварных соединений на статический изгиб
полученные показатели должны быть не ниже приведенных в табл. 4-6-36.
Таблица 4-6-36
|
|
Минимально допустимый угол изгиба, градусы |
||
|
Тип стали |
электродуговая, контактная и электрошлаковая сварка при толщине стенки свариваемых элементов, мм |
газовая сварка при толщине стенки не более 12 мм |
|
|
|
не более 20 |
более 20 |
|
|
Углеродистая ...... Низколегированная марганцовистая и кремнемарганцовистая |
100 |
100 |
70 |
|
|
80 |
60 |
50 |
|
Низколегированная хромомолибденовая и хромомолибденованадиевая . . . |
50 |
40 |
30 |
|
Высоколегированная хромистая |
50 |
40 |
|
|
Высоколегированная хромоникелевая ...... |
100 |
100 |
— |
При изготовлении сосудов из других материалов
показатели угла устанавливаются техническими условиями.
4-6-37. Испытание сварных соединений на ударную вязкость производится на
образцах с надрезом по оси шва со стороны его раскрытия, если место
надреза специально не оговорено техническими условиями на изготовление
изделия или инструкцией по сварке контролю сварных соединений.
4-6-38. При испытании сварных соединений труб на
сплющивание показатели испытаний должны быть не ниже соответствующих
минимально допустимых показателей, установленных ГОСТ или техническими
условиями для труб того же сортамента и из того же материала.
При испытании на сплющивание образцов из труб с продольным сварным швом
последний должен находиться в плоскости, перпендикулярной к направлению
сближения стенок.
4-6-39. Показатели механических свойств сварных соединений должны
определяться как среднеарифметическое значение результатов испытания
отдельных образцов. Общий результат испытаний считается
неудовлетворительным, если хотя бы один из образцов по любому виду
испытаний показал результат, отличающийся от установленных норм
временного сопротивления и угла статического изгиба в сторону снижения
более чем на 10%.
4-6-40. При получении неудовлетворительных результатов по какому-либо
виду механических испытаний допускается повторное испытание на удвоенном
числе образцов, вырезаемых из тех же пластин или стыков. В случае
невозможности вырезки образцов из указанных стыков повторные
механические испытания должны быть проведены на выполненных тем же
сварщиком производственных стыках, вырезанных из контролируемого
изделия.
Если при повторном испытании хотя бы на одном из образцов были получены
показатели, не удовлетворяющие установленным нормам, общий результат
испытаний считается неудовлетворительным.
4-6-41. Образцы (шлифы) для металлографического исследования сварных
соединений должны вырезаться поперек шва и изготовляться в соответствии
с требованиями ГОСТ.
Образцы для металлографических исследований сварных соединений должны
включать все сечение шва, обе зоны термического влияния сварки,
прилегающие к ним участки основного металла, а также подкладное кольцо,
если таковое применялось при сварке и не подлежит удалению.
Образцы для микроисследования сварных соединений элементов с толщиной
стенки 25 мм и более могут включать лишь часть сечения соединения. При
этом расстояние от линии сплавления до краев образца должно быть не
менее 12 мм, а площадь контролируемого сечения 25X25 мм.
При изготовлении образцов для металлографического исследования тавровых и угловых сварных соединений трубных элементов контрольные соединения должны разрезаться вдоль оси трубы (штуцера).

4-6-46. Помимо основных механических испытаний, стыковые, тавровые и угловые соединения могут быть подвергнуты дополнительным механическим испытаниям (замерам твердости металла и др.), если они предусмотрены техническими условиями на изготовление изделия.
содержание .. 90 91 92 93 94 95 96 97 98 99 ..