содержание .. 29 30 31 32 33 34 35 36 37 38 39 40 ..
Сборка головки цилиндров двигателей 3M3-53 и
ЗИЛ-130
В собранный узел — головку цилиндров входят детали, изображенные на рис.
74. Сборку узла нужно начинать с подбора клапанов по отверстиям
направляющих втулок. Правильно подобранный по отверстию направляющей
втулки и слегка смазанный клапан должен медленно без зависания
опускаться под действием собственного веса.
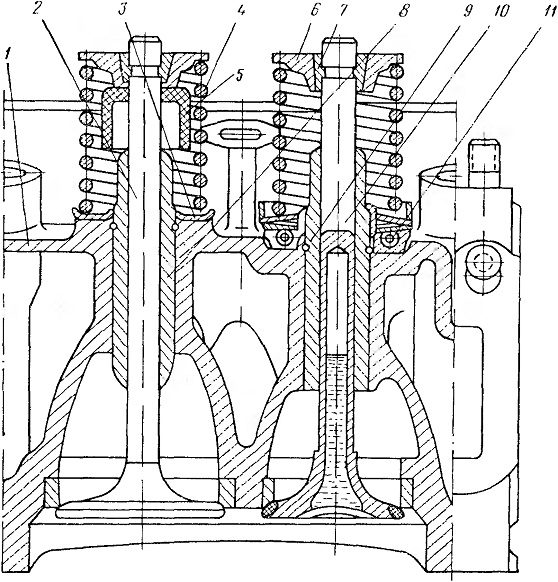
Рис. 74. Головка цилиндров в сборе:
1 — головка цилиндров; 2 — впускной клапан; 3 — опорная шайба впускного
клапана; 4 — пружина клапана; 5 — манжета впускного клапана; 6тарелка
пружины; 7 — сухарь клапана; 8 и 9—втулки клапана; 10 — выпускной
клапан; 11 — механизм поворота клапана
После подбора клапанов притирают посадочные конуса
клапанов к седлам головки цилиндров. Притирать можно одновременно все
клапаны на станке (например, на универсальном станке М-2). Для притирки
клапанов рекомендуется применять притирочную пасту, состоящую .из одной
части абразивного микропорошка М20 (ГОСТ 3647—59) и двух частей
веретенного масла № 3. В результате притирки на посадочных конусах
клапана и седла должны образоваться по всей окружности фаски шириной 2—3
мм. После притирки головку цилиндров и клапаны необходимо тщательно
промыть и просушить. Подсборку головок цилиндров производят на
универсальном стенде (рис. 75).
Стенд спроектирован так, что цилиндры можно перемещать вдоль плиты, а
плиту вместе с пневмоцилиндрами вдоль станины. На стенде можно собирать
головки цилиндров всех верхнеклапанных автомобильных карбюраторных
двигателей, изготовляемых в настоящее время в СССР.
Последовательность сборки головки цилиндров следующая. Устанавливают и
закрепляют головку цилиндров на поворотный стол стенда. Продувают сжатым
воздухом все отверстия в направляющих втулках и седла клапанов.
Смазывают стержни клапанов смазкой, состоящей из семи частей масляного
коллоидно-графитного препарата (ГОСТ 5262—50) и трех частей масла МС-20
(ГОСТ 1013—49). Вставляют клапаны, как показано на рис. 76, и прижимают
их планкой. Поворачивают головку цилиндров на 180° и надевают на стержни
выпускных клапанов и направляющие втулки клапанов детали, изображенные
на рис. 77.
В двигателях ЗИЛ-130 на выпускные клапаны после установки опорных шайб
надевают механизм вращения клапана, на который уже ставят пружину
клапана. На выпускные клапаны кроме указанных деталей надевают резиновые
колпачки, уменьшающие засасывание масла в камеру сгорания и образование
нагара. После этого поворачивают стол приспособления с установленной на
нем головкой цилиндров так, чтобы ось стержня клапана приняла
вертикальное положение (рис. 78), и сжимают попарно пружины впускного и
выпускного клапанов при помощи пневматического зажима, разрез которого
изображен на рис. 79. После сжатия пружин надевают сухарики клапана и
освобождают пружины от сжатия пневмозажимом. Сжатие и освобождение от
сжатия пружин осуществляется перепускным воздушным краном. При разжатии
пружин сухари заходят в кольцевую канавку стержней клапанов.
Для сборки головок цилиндров применяют также стенды, на которых можно
собирать головки цилиндров только одной марки двигателя. Общий вид
такого стенда для двигателя ЗИЛ-130 приведен на рис. 80.
Подсборку головки цилиндров с клапанами на этом
стенде выполняют в следующей последовательности. На подставки качающейся
плиты устанавливают головку цилиндров с клапанами. При установке головки
цилиндров плита 5 должна быть повернута на 90°. Головка цилиндров
фиксируется на двух установочных штифтах.
Затем качающуюся плиту вместе с установленной на нее головкой цилиндров
поворачивают в горизонтальное (рабочее) положение. В таком положении на
стержни клапанов надевают опорные шайбы и манжеты (только на впускные),
механизм вращения клапанов (только на выпускные), клапанные пружины и
тарелки клапанных пружин. Включают пневматический привод и все клапанные
пружины сжимаются планкой 9. В пазы стержней клапанов вставляют
смазанные солидолом сухари.
После этого давление снимают, планка поднимается вверх и подсобранную головку цилиндров снимают со стенда.

Рис. 75. Универсальный стенд для сборки головок
цилиндров:
1 — станина; 2 — штурвал; 3 — плита; 4 — пневматический цилиндр
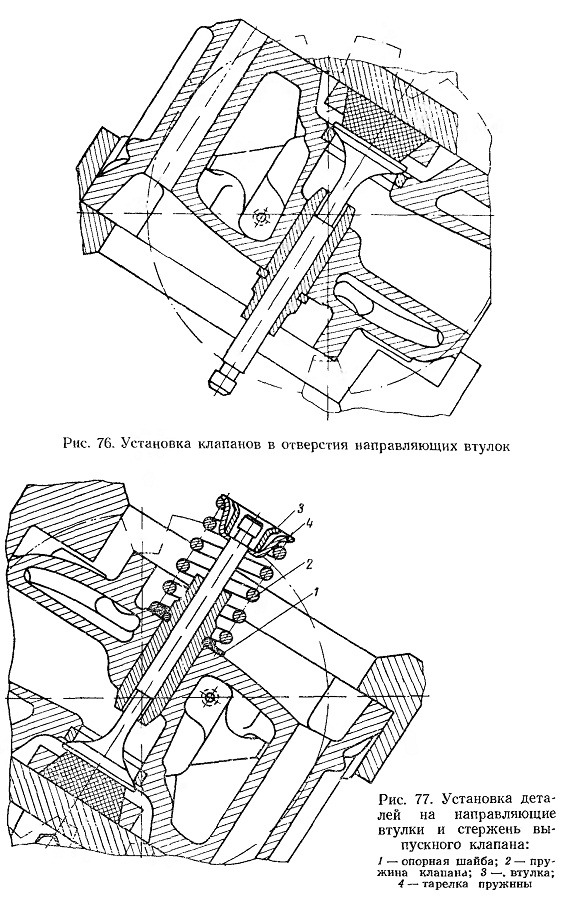
Рис. 76. Установка клапанов в отверстия направляющих втулок
Рис. 77. Установка деталей на направляющие
втулки и стержень выпускного клапана:
1 — опорная шайба; 2 — пружина клапана; 3 —. втулка; 4 — тарелка пружины

Рис. 78. Сжатие клапанных пружин пневматическим зажимом и установка сухариков клапана
Рис. 79. Пневмозажим универсального стенда для сборки головок цилиндров: 1 и 3 — нижняя и верхняя крышки цилиндра; 2 — гильза; 4 и 6 — верхняя и нижняя крышки поршня; 5 и 7 — манжеты; 8 — втулка; 9 — наконечник штока; 10 — крышка сальника

Рис. 80. Стенд для сборки головки цилиндров:
1 — станина; 2 — стойки; 3 — храповой механизм; 4—фиксатор; 5—качающаяся
плита; 6— подставки для головок; 7 — шток; 8 — направляющая стойка; 9 —
нажимная планка; 10 — рычаг
содержание .. 29 30 31 32 33 34 35 36 37 38 39 40 ..