содержание .. 30 31 32 33 34 35 36 37 38 39 40 ..
Разборка и дефектация моноблока дизелей М753 и М756
Детали моноблоков снимают и проверяют
клеймение так же, как при разборке разъемных блоков.
При появлении воды в масле моноблоки можно опрессовывать на тепловозе.
Перед опрессовкой масло сливают из нижнего картера через спускную пробку
в чистую посуду (противень или ведра). Отсоединяют дизель от общей
водяной системы, перекрывая краны или устанавливая пробку, и замеряют
уровень воды в расширительном баке. Так оставляют дизель на некоторое
время. Если уровень воды в расширительном баке не уменьшается и в нижнем
картере вода не появляется, повреждение следует искать в водяной
системе, но не в дизеле. Если уровень в расширительном баке уменьшается
и в нижнем картере появилась вода, сначала снимают выпускные коллекторы
и проверяют их, а затем уже снимают моноблоки и опрессовывают их так же,
как и разъемные блоки. Опрессовку моноблока можно делать не только на
картере, но и на любой подставке, соблюдая технику безопасности.
При опрессовке моноблоков следует убедиться в отсутствии течи по
перемычкам между седлами, в радиусе перехода расточки в сферическое
днище и из-под бурта гильзы (по стыку между рубашкой и гильзой).
Моноблоки с трещинами в радиусе перехода расточки в сферу камеры
сгорания или в перемычках между седлами заменяют. В депо
Ленинград-Витебский проводится опытная заварка трещин в моноблоке,
расположенных в сфере камеры сгорания и в перемычках между седлами.
Рабочие поверхности гильз моноблока подвергаются осмотру и обмеру.
Износ гильзы проверяют в районе остановки 1-го поршневого кольца, так
как в остальной части гильзы износ значительно меньше. Методы проверки
износа в районе остановки 1-го поршневого кольца и браковочные данные по
износу и другим признакам те же, что и для гильз разъемного блока.
Разборка моноблока (снятие клапанов, стакана наклонной передачи) и
разборка узлов распределительных и промежуточных валиков производятся
аналогично разборке этих узлов на разъемных блоках. Выпрессовывают
гильзы только в том случае, если требуется замена или ремонт гильзы
(трещины в моноблоке или гильзах, повышенный износ и др.).
Ремонт
Трещины, раковины, свищи и другие дефекты
устраняют заваркой электродами марки AJ1-4 диаметром 8 мм, погрузив
моноблок в воду во избежание коробления и заделкой дефектных мест
специальной мастикой с последующим нанесением клея ГЭН. Должно быть не
более трех мест заварки площадью до 2 см2 каждое. В зачерненных местах
(см. рис. 66) заварку не делают.
С 1964 г. введена измененная завальцовка седла клапана, при этом
уплотнение достигается обжатием металла вокруг седла таким образом,
чтобы он под давлением заполнил наружную фаску седла и частично перекрыл
торцовую плоскость седла. Такая завальцовка обеспечивает надежное
крепление седла даже в случае ослабления натяга по наружному диаметру
седла. Завальцовка производится на радиально-сверлильном станке
постепенным обжатием седла специальным инструментом, состоящим из
оправки, ролика и оси ролика. При обжатии получается достаточное плавное
уплотнение металла на дуге 230—250° без местных концентраторов
напряжений и подрезов поверхности камеры сгорания.
Чтобы установить новое седло или увеличить натяг работавшего седла,
прежде всего проверяют специальным калибром по краске состояние гнезда в
моноблоке и исправляют гнездо зенкером. Допускается подрезка верхнего
торца седла на величину, обеспечивающую зазор 0,8—1,0 мм между торцами
седла и гнезда в моноблоке при установке седла в гнездо без натяга. При
этом надо учитывать, что седло не может глубоко утопать, так как
выступание тарелки клапана, полностью ввернутой в клапан, над верхним
фланцем моноблока должно быть не более 6,2 мм.
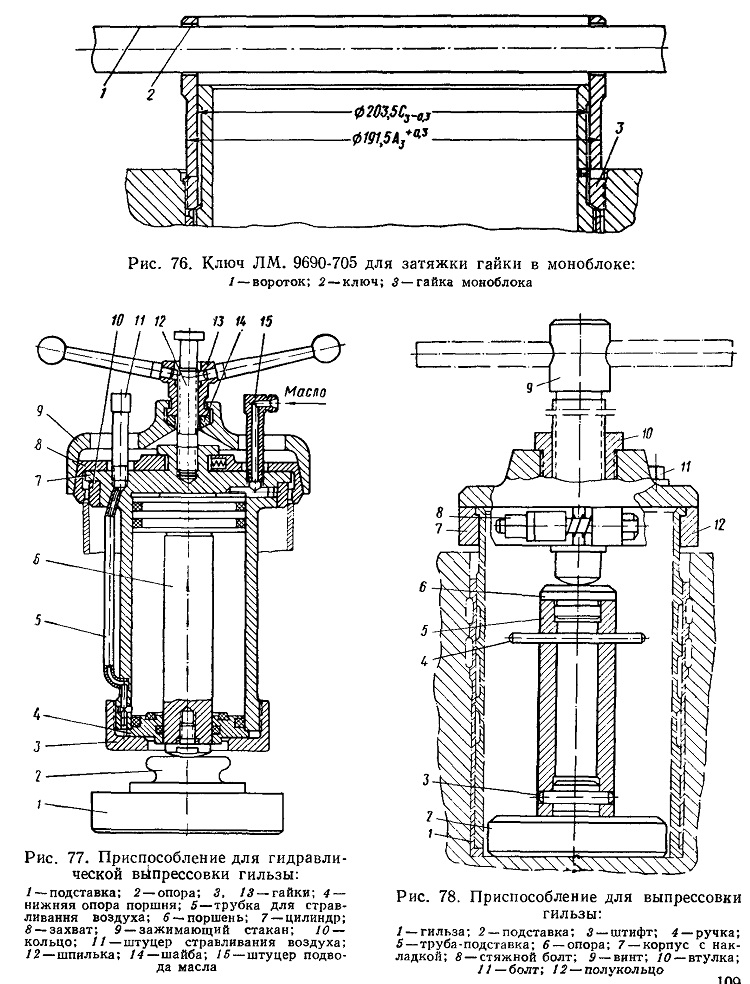
Для устранения течи воды из нижнего уплотнения гильзы следует затянуть
гайку в нижней части моноблока. Если гайка затянута до отказа,
необходимо полностью сменить пакет уплотняющих
резинок и снова затянуть гайку специальным ключом (рис. 76) до упора.
Иногда пакет резинового уплотнения невозможно снять; в таких случаях
снимают гайку крепления пакета и заполняют моноблок водой, создавая
давление до 2,5 кГ1смг. Если и в этом случае резиновое уплотнение не
снимается, приходится выпрессовывать гильзу вместе с уплотнением.
Перед выпрессовкой гильзы вывертывают гайку 81 и вынимают трапециевидное
80 и упорное 79 кольца. Гильзы выпрессовывают гидравлическим
приспособлением (рис. 77) после прогрева моноблока до температуры 100°
С. Два полукольца 8 приспособления охватывают снаружи нижнюю часть
гильзы и упираются в нижний бурт ее. Рабочее давление масла 350 кГ/см2-н
175 кГ/см2.
Выпрессовку можно производить вручную. Винт приспособления (рис. 78) отворачивается усилием двух человек, приложенным на плече 1,5—1,8 м. При выпрессовке следует подогревать моноблок, не давая ему охлаждаться. Вместо выпрессо-ванных гильз для циркуляции воды с целью поддержания необходимой температуры в гнезда моноблока устанавливают специальные цилиндры (рис. 79).
содержание .. 30 31 32 33 34 35 36 37 38 39 40 ..