содержание .. 29 30 31 32 33 34 35 36 37 38 39 40 ..
Часы-ходики с пружинным заводом
Неисправности часов-ходиков с пружинным заводом
Неисправности часов-ходиков с пружинным заводом в дополнение к тем, которые были указаны для часов-ходиков с гиревым заводом, даны в табл. 4.
Таблица 4
Неисправности часов-ходиков с пружинным заводом
1. Нарушение нормального хода часов или полная остановка
| А. Нарушение правильного зубчатого зацепления, вызываемого разработанностью гнезд (футоров), где помещаются концы осей колес; стерлись концы осей, находящиеся в грязных гнездах, или из-за недостаточной смазки, вызвавшей заклинивание колес; сила пружины недостаточна, чтобы преодолеть заклинивание колес, или расходуется непроизводительно. | При незначительной разработанности гнезда его стягивают в нужном направлении при помощи пуансона; если гнездо значительно разработано, ставят новый футор, следя за тем, чтобы его центр совпал с центрам гнезда, высверленного на заводе; после вставки футора высверлить нужное отверстие для гнезда и отполировать его; отполировать шероховатые поверхности концов осей. |
| Б. Сработались штифты наборных (цевочных) три-бов; на штифтах благодаря неправильному зацеплению остаются канавки—следы зубьев колес. | Заменить сработанные штифты новыми из стальной проволоки «серебрянки»; штифты должны быть прямые, гладкие и полированные, без зазубрин и неровностей; при установке новых штифтов трибов последние должны вращаться, но не выскакивать из своих гнезд. |
| В. Поломка зубьев колес или погнутость их; грязь в зубьях вызвала заклинивание колес. | Погнутый зуб осторожно выправляют отверткой или плоскогубцами; если зуб сильно погнут, вставляют новый зуб или несколько зубьев (правила вставки зуба см. в разделе «Исправление зубчатых колес»). |
| Г. Отсутствие зазора в колесной системе (часов вследствие зажима оси между двумя платинами; наличие лишнего зазора, нарушающего зацепление,—колеса задевают одно за другое; ось зажата в гнезде, что создает трение, сила которого не может быть преодолена пружиной; сильное загрязнение часов, загустевшее масло. | Все подвижные детали часов (колеса, рычаги и др.) должны
иметь достаточную свободу движения—зазор. Продольный зазор для
осей стенных часов допускается в пределах 0,2—0,4 мм. Чтобы
установить нужный зазор, платину подгибают в ту или иную сторону
несколькими ударами молотка по деревянному пуансону Тесное
гнездо развертывают до необходимого размера с последующей
полировкой. Если минутник низко насажен на ось среднего колеса,
в колесе не будет необходимого зазора. Чтобы это устранить,
минутник немного передвигают вверх по оси среднего колеса. Грязь с гнезд и деталей удаляют промывкой в бензине или в специальном составе. |
1 Выгибать платину плоскогубцами или ударами молотка не рекомендуется.
| Д. Заклинивание зацепления, вызванное погнутостью конца оси или самой оси какого-либо колеса; наличие радиального биения колес, вызванное эксцентричностью муфты (ось не проходит через центр муфты и колеса); колесо слабо закреплено на муфте, или муфта слабо закреплена на оси (провертывается); задевание одного колеса за другое, вызванное большим продольным зазором или погнутостью колес в плоскости обода (боковым биением), косо насаженным колесом на муфту или на триб. | Биение радиальное легко обнаружить, поместив колесо в токарный станок или в станок для проверки правильности зубчатого зацепления, а при их отсутствии установкой колеса между платанами. При погнутости оси устанавливают место выгиба и, поместив колесо в токарный станок или станок для проверки правильности зубчатого зацепления, легкими ударами молотка по этому месту ликвидируют погнутость оси. Конец оси осторожно выправляют плоскогубцами и полируют. Если биение вызвано эксиентоичностью колеса, его снимают и растачивают на токарном станке. Необходимо сточить весь уступ муфты, на котором насаживается колесо, и плотно насадить на муфту латунную шайбу. Шайбу стачивают до размера нового отверстия колеса. Колесо плотно насаживают на обточенную шайбу. Если биение вызвано эксцентричностью муфты, колесо надо заменить новым. При отсутствии нового колеса выбить ось, расточить муфту на токарном станке; отверстие муфты забить латунной проволокой соответствующего диаметра; правильно наметить центр отверстия и просверлить отверстие по диаметру оси; плотно насадить на ось муфту с колесом. |
| Е. Поломка пружины и ее замков, вызванная наличием ржавчины
на ней; неправильным отпуском пружины во время изготовления
замков; незаметными трещинами; повреждением крючков барабана и
крючков вала.
|
Пружина чаще всего лопается на участке, близком к
внутреннему замку, реже — посередине и у наружного конца. Чтобы
изготовить наружный замок пружины, равномерно отжигают ее
наружный конец длиной 50 мм; на расстоянии 10 мм от конца в
центре сверлят отверстие, придав ему правильную симметричную
форму напильником (рис. 55). Чтобы изготд-вить внутренний замок
пружины, ее внутренний виток равномерно отжигают: отожженная
часть должна- равномерно переходить в неотожженную — закаленную
часть; на расстоянии 8—12 мм от конца в центре сверлят
отверстие, придавая ему симметричную форму напильником.
Изготовляя наружный и внутренний замки пружины, не следует
пробивать отверстия пуансоном, это может вызвать трещины, а в
дальнейшем поломку пружины. При износе крючка барабана его
заменяют новым — вытачивают или выпиливают (рис. 56). Новый
крючок вставляют с внутренней стороны барабана, а расклепывают его с наружной стороны. Крючок вала барабана исправляют напильником. Для нового крючка в валу барабана! сверлят сквозное отверстие, в это отверстие плотно вставляют стальную проволоку, которую расклепывают с обратной стороны. Крючок вала обрабатывают напильником, придавая ему соответствующую форму. Места обработки при вставке крючков необходимо зачистить от заусенцев и отполировать. |
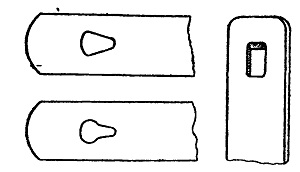
Рис. 55. форма замков заводной пружины
| Ж. Неисправности узла хода: |
1) Риски и канавки на плечах узла якоря удаляют шлифовкой и
полировкой. 2) Узел якоря должен охватывать не менее 6,5 шагов спускового колеса, в зависимости от чего он будет больше и немного иной формы (рис. 57), чем в ходи- ках с гиревым заводом. При изготовлении нового якоря после закалки его, шлифовки и полировки его плеч средняя часть отпускается. 3) Исправляют зубья спускового колеса и выявляют их недостатки при помощи станка для проверки правильности зубчатого зацепления. Для этого спусковое колесо и узел якоря вставляют в спицы станка и, пропуская спусковое колесо поочередно своими зубьями через узел якоря, находят неисправный з'уб. Устанавливают степень его неисправности. Дефекты «справляют, места обработки шлифуют бархатным напильником и полируют. При полной не<-пригодности зуба ставят новый. Эту работу необходимо выполнять тщательно, учитывая важность этого узла в ходе часов. Зубья колеса должны падать на плечи узла якоря только своими острыми кончиками. Впадины между зубьями должны быть настолько глубокими, чтобы узел якоря не встречал препятствий при нормальных размахах маятника. 4) Пружины подвеса изготавливают из тонко вальцованной ленточной стали толщиной 0,05—0,2 мм, шириной 3—10 мм, длиной 5—20 мм. Подвес изготовляют с одной пружиной (в часах упрощенной конструкции) и с двумя пружинами (см. рис. 53, Г, Д и Е). Пружины подвеса закрепляют в двух латунных оправках; верхнюю (короткую) и нижнюю при помощи заклепок. В нижнюю оправку вделан штифт, на который своим крючком подвешивается маятник. Крючок
маятника должен легко сниматься и плотно прилегать к штифту;
большой вырез крючка может вызвать боковое движение маятника.
Пружинный подвес устанавливают в прорезь' колонки платины
верхней латунной оправкой и закрепляют штифтом. Отверстия для
штифтов в латунной оправке и стойки должны иметь одинаковый
размер, они должны быть гладкие и круглые. Штифт обычно
применяют стальной гладко опиленный, незначительной конусности.
При изготовлении нового пружинного подвеса пружины должны иметь
одинаковую упругость, толщину, ширину и длину. Чтобы избежать
волнообразного движения маятника, которое вызывается погнутостью
пластинок, последние должны иметь правильную форму.
|
2. Часы идут, но стрелки стоят на одном месте; минутная и часовая стрелки не переводятся от руки
| Неподвижность стрелок во время хода часов вызывается неплотной насадкой минутника на ось среднего колеса. Поломку стрелок и минутника при переводе стрелок может вызвать слишком тугая насадка минутника на ось среднего колеса | Чтобы минутник, не имеющий фрикционной трубки, плотно насаживался на ось среднего колеса и вращался вместе с ним, его отверстие стягивают пуансоном. Во время перевода, стрелок ось с минут-ником должна вращаться легко. В данном случае сцепление среднего колеса с его осью осуществляется трехларчатой пружиной (аналогично устройству среднего колеса в будильнике), которая должна обеспечить легкий перевод стрелок и передачу вращения, через ось на стрелочный механизм. Если минутник имеет фрикционную трубку, то срезы трубки создают фрикционную посадку трубки на ось. Эта посадка обеспечивает совместное вращение оси и минутника и проворачивание минутника вместе со стрелочным механизмом во время перевода стрелок при незначительном усилии руки. |

содержание .. 29 30 31 32 33 34 35 36 37 38 39 40 ..